
Центратор Идеальная стыковка труб обеспечена
Стыковое соединение элементов магистральных трубопроводов, особенно для труб больших диаметров – сложная задача. Малая жёсткость соединяемых участков предопределяет проблемы с провисанием труб, а малейшая их несоосность ухудшает качество соединения, с последующими тяжёлыми последствиями. Поэтому перед соединением смежные участки трубопровода требуется надёжно и правильно зафиксировать. Эту роль и выполняют центраторы для сварки труб.
Эффективность центраторов и их видыФункция центратора – обеспечить необходимое совпадание (не параллельность!) осей труб перед началом их сварки. Вследствие этого размеры свариваемой зоны получаются стабильными, поэтому процесс можно механизировать. Кроме того, с использованием центраторов исключаются перепады внутреннего диаметра в месте стыка. Следовательно, исчезают очаги возможной турбулентности потока рабочей среды при её перекачке по трубопроводу, а также снижается значение коэффициента сопротивления. В итоге удельная мощность насосного оборудования магистрального трубопровода также снижается. К конструкции центраторов предъявляются следующие требования: Классификация наиболее распространённых типов центраторов может быть произведена по следующим параметрам:
Применение центраторов несколько увеличивает себестоимость сварочных работ, но это–единственный недостаток рассматриваемых приспособлений. Кроме того, вес большинства промышленных моделей центраторов может достигать сотен килограммов, поэтому их монтаж и эксплуатация требует применения грузоподъёмных устройств или механизмов. Наружные центраторы для сварки трубТакие устройства (обозначаются буквами ЦН с последующим указанием предельного значения внешнего диаметра в мм) представляет собой разъёмную многозвенную конструкцию, которая отличается различным способом соединения свариваемых концов труб. Наибольшее применение получили следующие разновидности наружных центраторов:
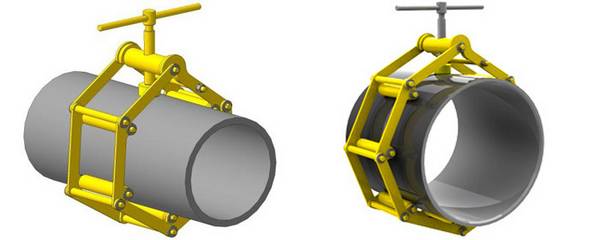
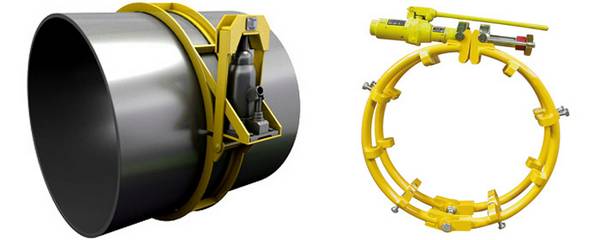
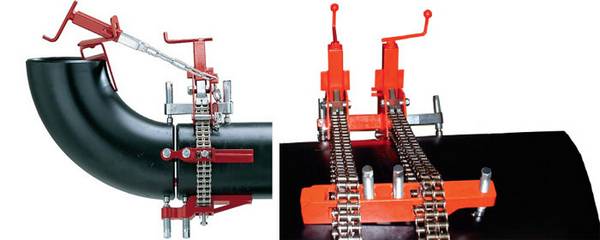

 Все конструктивные исполнения наружных центраторов для труб используются только совместно с дополнительным оборудованием. К нему относятся подставки, грузозахватные приспособления (крановые крюки), рабочие площадки для центрирования и пр. Внутренние центраторы для сварки трубКонструкции таких приспособлений более сложные, поскольку должны обеспечивать соосность внутренних диаметров труб. Внутренние центраторы (обозначаются ЦВ), кроме внешней фиксации, должны обеспечивать ещё и внутреннюю, поэтому применяются при соединении труб, имеющих пенополиуретановое покрытие (ППУ). Отличительной особенностью таких труб, широко применяемых в магистральных системах водяного отопления и горячего водоснабжения, является наличие защитного слоя пенополиуретановой изоляции, в котором размещается кабель, обеспечивающий дистанционный контроль за состоянием трубопровода. Сверху ППУ-изоляция покрывается термостойкой неметаллической оболочкой, поэтому сварка стыков стальных труб в данном случае возможна только изнутри.  Особенностью использования внутренних центраторов является то, что они могут использоваться в длительном режиме эксплуатации трубопровода. Как правило, они включают в себя гидравлический привод, который обеспечивает не только центровку, но и устраняет прогиб трубы под собственным весом или в результате просадки грунта в месте прокладки трубопровода. Система управления гидроприводом внутреннего центратора базируется на использовании двигателей постоянного тока, поскольку предполагает регулирование скорости перемещения гидрозажимов. Для труб с внутренним диаметром до 300 мм возможно использование внутренних центраторов с ручным приводом. Внутренние центраторы действуют так. Приспособление вводится в один из торцов трубы, в то время как второй надвигается при помощи грузозахватного приспособления. Гидравликой создаётся необходимое усилие прижима, после чего производится сварка. В процессе сварки труба сильно нагревается, поэтому обязательным является наличие охлаждающего вентилятора. К специализированным конструкциям относят центраторы для узких труб. Они имеют пружинный прижим, и являются разновидностью наружных центраторов, используемых при бурении глубоких скважин под воду или нефть.  Выбор подходящего исполнения центраторов для трубИсходными критериями для выбора считаются: Приобретая центраторы для сварки труб, стоит предварительно также ознакомиться с профилем основной продукции производителя. Ориентируясь на экспортные исполнения данных приспособлений, необходимо отметить, что наилучшим качеством обладают изделия фирм Vietz (Германия) и Сlamp (США).
|
Загрузка. Пожалуйста, подождите...








