Как варить потолочный шов
Применение потолочного шва в производстве встречается редко, так как изменить положение детали в пространстве достаточно просто. Его основное применение: строительно-монтажные работы, прокладка трубопровода. Справиться с подобным заданием может сварщик высокой квалификации, так как во время работы сварочная ванна перевернута, и высока вероятность подтекания раскаленного металла, шлака. Потолочный шов - один из наиболее сложных, его доверяют исключительно профессионалам Кроме того варить потолочный шов без строгого соблюдения правил безопасности очень опасно. Специалист должен быть одет в спецовку, полностью застегнут, обут в прочную закрытую обувь. Его руки и лицо также должны быть защищены, так как любая капля раскаленного металла или горячая окалина может попасть на работника. Варить потолочный шов необходимо в полной экипировке, в соответствии с техникой безопасности Contents
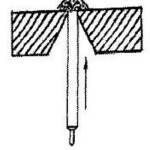
Как правильно варить потолочный шов: советы профессионаловЧтобы качественно выполнить потолочный шов, и при этом не пострадать, необходимо придерживаться определенных правил: Сварочная ванна: что это, почему она должна быть минимальной?Во время варки потолочного шва раскаленный металл удерживается исключительно силой поверхностного натяжения. Именно поэтому сварочная ванна должна иметь минимальный размер. Добиться этого можно только постоянно отводя электрод в сторону. В этом случае металл успеет остыть и не станет вытекать.  Расплавленные кромки металла и есть сварная ванна Сварочной ванной называют расплавленные кромки основного металла. Ее прекрасно видно сквозь защитную маску. Если раскаленный отрезок выглядит словно ляпка, то для получения прочного соединения, необходимо добавить ток. Если же вопреки вашему желанию размер ванны увеличивается, а металл постепенно прожигается, значит, ток нужно сделать меньше.
Ток при потолочной сварке всегда выше, чем при вертикальной, а также ниже или равен току при проведении работ в горизонтальной плоскости. Сварка потолочных швов выполняется только короткой дугой. Варианты выполнения потолочного шваСварить потолочный шов можно несколькими способами: 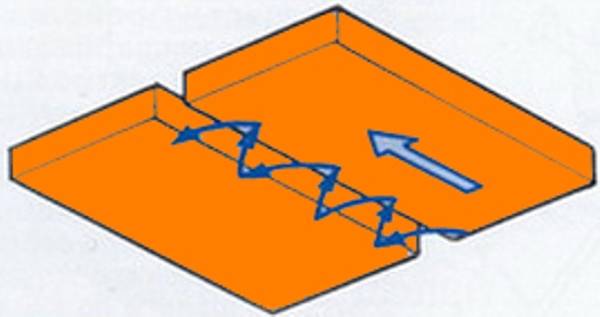 Схема метода сварки "полумесяц" 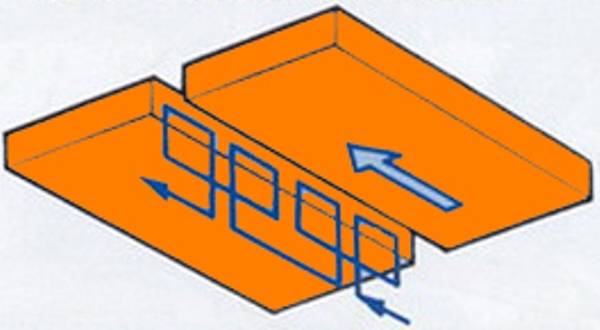 Схема обратно-поступательного метода сварки 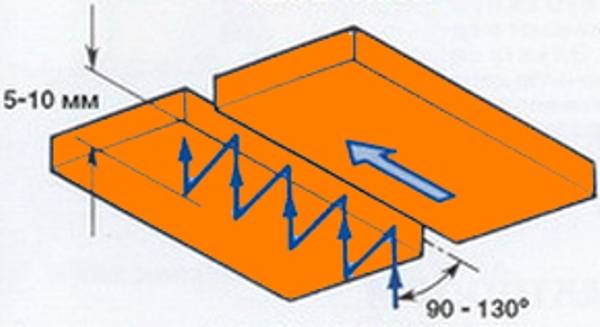 Схема метода сварки "лесенка" Потолочный шов своими рукамиКорневой шов, особенности его сварки Потолочный сварочный шов Корневым швом называют наиболее удаленный шов от поверхности. Его выполняют методом лесенка при помощи электрода в 3 мм или без дополнительных манипуляций. Все зависит от притупления кромок и величины зазора между ними. Подаваемый ток должен иметь минимальное или среднее значение. В зависимости от технических условий и особенностей чертежа, сварка корневого валика может быть выполнена двумя способами:
Заполнение разделкиФормирование второго, третьего валиков осуществляется при помощи:
Регулировать выпуклость валика можно при помощи задержки на его краях, а затем спуске по кромке с последующим применением метода "лесенка". Валик будет нормальным или вогнутым, если вы будете регулировать:  Влияние положение электрода на форму валика Последующие четвертый, пятый слои зависят от формы предыдущих швов: их формируют во всю ширину или в два валика. Их варят без дополнительных колебательных движений методом наплавки. Между кромкой и предпоследним валиком оставляют расстояние размером с электрод. Сварка лицевого слояЛицевой шов в зависимости от ширины лицевого слоя и толщины материала выполняется в один или несколько проходов. Он варится вглубь на 0,5 - 2 мм.
|
Загрузка. Пожалуйста, подождите...