
Заточка сверла по металлу своими руками
Качество и аккуратность сверлильных работ и металлообработки во многом зависят от состояния режущего рабочего элемента – сверла. Сверло, не обладающее достаточной степенью прочности, тупое или неверно заточенное, не позволит выполнить необходимые отверстия быстро, качественно и безопасно. Особенно важно это при работе с металлом: затупившееся сверло однозначно не справится с твердым материалом, да еще и испортит инструмент и заготовку.
Совсем тупое…Любое сверло, в том числе и по металлу изнашивается в процессе эксплуатации. Время его полноценной работы определяется только степенью его активного использования и выполняемым объемом сверления. Признаков негодности сверла и необходимости его немедленной заточки несколько: В целом, выполненные тупым режущим инструментом работы просто малоэффективны: для скромного результата требуется приложение существенных физических и временных усилий. От чрезмерного трения и нагрева и без того тупое сверло будет изнашиваться еще быстрее. Заточим и сами!Многие сознательно или неосознанно «добивают» сверло до полной негодности, чтобы выбросить его и купить новое. Чаще это происходит даже не от нежелания связываться с заточкой, а от незнания, как конкретно ее выполнить в бытовых условиях. Однако процесс заточки не требует ничего сверхъестественного и может быть выполнен с использованием стандартных приспособлений, имеющихся практически в любой домашней мастерской. Металлорежущие сверла по металлу имеют спиральную (винтовую) форму, вершина таких сверл всегда заострена. Стандартные металлорежущие сверла имеют угол при вершине 120°, для стали величина угла составляет 140°. Заточка сверла – это комплекс последовательных затачиваний двух главных режущих кромок, двух вспомогательных и перемычки. Конечно, специальное заточное оборудование в домашние мастерские обычно нет смысла приобретать, для затачивания наиболее ходовых в быту сверл до 12 мм в диаметре вполне можно обойтись следующим:
Вполне возможно использование и другого подобного инструментария, лишь бы он обеспечивал достаточную скорость вращения. 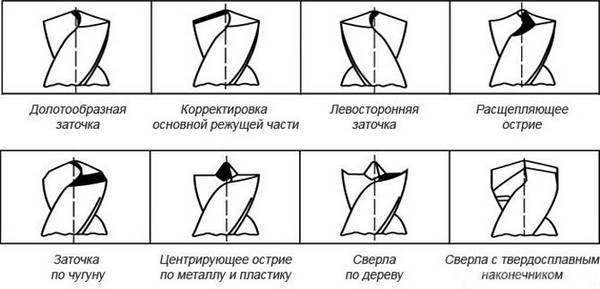 Совет: перед началом работы следует приготовить защитные очки и перчатки, обеспечивающие безопасность затачивания металлического инструмента на высокой скорости, — разлетающиеся во все стороны искры и металлическая пыль могут серьезно повредить и органы зрения, и кожу. Любая удобная емкость с водой потребуется для охлаждения сильно нагревающегося от трения о точильный круг сверла, перегрев приведет к хрупкости инструмента и окончательного выхода его из строя в самое ближайшее время. Вариант заточки с использованием станка содержит следующую последовательность действий:Следует правильно определиться с видом заточки режущих граней, зависящим от нужной формы задней поверхности сверла:
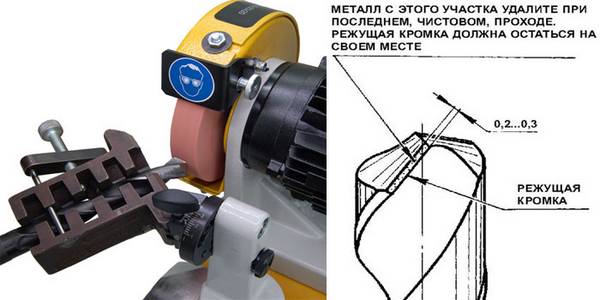 Правильно заточенное сверло должно соответствовать следующим правилам:
Совет: при заточке любого сверла любым способом следует четко придерживаться заводской конфигурации режущих кромок и перемычек и не пытаться фантазийно перекроить их под собственное выдуманное лекало. Правильно заточенное сверло – это гарантия аккуратных и качественных отверстий, безопасности работ и сохранности инструмента, а также показатель профессионализма выполняющего их мастера.
|
Загрузка. Пожалуйста, подождите...








