
Ножи для рубанка Замена и углы заточки
Рубанок – едва ли не самый популярный инструмент в арсенале домашнего мастера, занимающегося плотницкими работами. Именно поэтому, нужно знать всё о замене ножей рубанка их правильной заточки и эксплуатации. И как правильно выбрать ножи для рубанка, как ручного, так и электрического, обеспечить им максимальную стойкость – эти вопросы будут рассмотрены далее.
Условия работы ножаВсе ножи для ручных рубанков (у электрических есть некоторые нюансы, но об этом позже) работают в условиях значительных нагрузок на лезвие, что проявляется в повышенных напряжениях среза, которые испытывает металл. Динамика работы ножа рубанка следующая. При возвратно-поступательном перемещении инструмента нож врезается в древесину на определённую глубину. Поскольку дерево не обладает сколько-нибудь заметной пластичностью, происходит скалывание определённого слоя с образованием стружки. Сама стружка также редко когда имеет большую протяжённость, и быстро раскалывается на более мелкие фрагменты. Происходит это в момент «наползания» срезанной от заготовки древесины на наклонную кромку лезвия. При дальнейшем движении рубанка возникает трещина в следующем слое и т. д. Если не принимать во внимание индивидуальные особенности материала, обработка которого производится, то на стойкость ножа для рубанка влияет размер прохода – предельной длины сломавшегося фрагмента стружки. С уменьшением пролёта и снижением глубины строгания поверхность заготовки становится чище и ровнее, одновременно снижаются и срезающие нагрузки на лезвие. Поскольку стружка при изгибе с выходом вверх ломается, то наибольшие напряжения вызываются в колодке рубанка. Поэтому её изготавливают из наиболее твёрдых древесных пород. Однако стойкость колодки, как правило, намного превышает стойкость ножа. Объясняется это:
Указанные факторы приводят к быстрому затуплению лезвия. Поэтому важен правильный выбор геометрии ножа для рубанка, а также материала, из которого изготавливается инструмент. 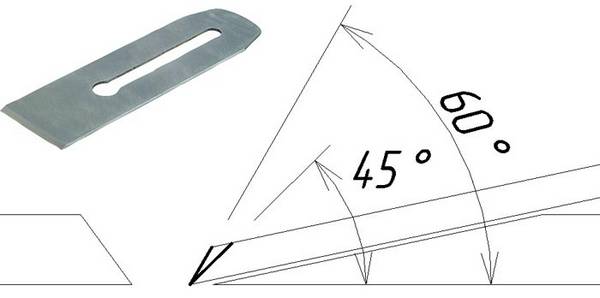 Конструкция ножаНож ручного рубанка состоит из рабочей и опорной части. В конфигурации рабочей части ножа различают: Для долговечности рассматриваемого инструмента наибольшее значение имеет передний угол: именно он определяет гладкость простроганной поверхности, условия удаления стружки из зоны обработки и нагрузку на лезвие.  При выборе оптимального значения для данного угла учитываются следующие факторы:
Заточка ножей для ручных рубанковРабочая кромка ножа представляет собой ребро, которое всё-таки имеет незначительный радиус закругления. Перед заточкой визуально проверяют целостность кромки: на ней не должно быть местных вырывов металла. При их наличии ножи для рубанка придётся укоротить. Для максимального уменьшения радиуса закругления на кромке, заточку рекомендуется проводить в два этапа. Вначале производится первичная заточка: затупившийся нож со стороны фаски подносят к периферии точильного круга и сильно прижимают. Число оборотов точила не должно превышать 600…700 мин-1, иначе съём металла окажется значительным. Важно и не переусердствовать с силой нажатия, поскольку на стали могут появиться сине-фиолетовые цвета побежалости – неприятный признак отпуска металла. Твёрдость ножа для рубанка при этом снизится, и придётся путём довольно сложной термообработки (отжиг+закалка+отпуск) восстанавливать прочностные характеристики материала.  При отсутствии точила поступают следующим образом. Заточка ножа для ручного рубанка производится крупнозернистым точильным бруском, который необходимо зафиксировать на рабочем верстаке (обе руки должны оставаться свободными). Заточку выполняют круговыми перемещениями фаски по поверхности бруска. При этом желательно периодически смачивать нож водой либо мыльным раствором. Это не только очищает затачиваемую поверхность от мельчайших частиц металла ножа, но и позволяет равномерно охлаждать инструмент.  Появление на лезвии тонкого заусенца по всей его длине – признак перехода ко второму этапу заточки. Здесь инструмент затачивается с использованием более мелкозернистого бруска, который снимет заусенец. Общепринятая градация брусков по их зернистости следующая: После окончания заточки лезвием ножа проводят по куску дерева твёрдых пород, который окончательно снимет фрагменты заусенца.
Заточка ножей электрорубанковОсновными особенностями ножей для рубанков приводного типа является их двухсторонность, а также работа исключительно вдоль волокон древесины. Если ножи выполнены из инструментальных сталей, то они поддаются заточке, в то время как твердосплавные ножи придётся заменять. При затуплении одной части ножа, его переворачивают на противоположную сторону и продолжают эксплуатировать. Различают следующие исполнения ножей электрорубанков:
Ножи отличаются и своими размерами, в частности, длиной. У импортного инструмента стандартным считается размер 82 мм, такие ножи в практике именуются «пластинами». Впрочем, некоторые отечественные производители изготавливают ножи, совместимые с инструментами зарубежного производства. Электрорубанки повышенной мощности (предназначенные для работ с более прочной древесиной) комплектуются более толстыми ножами шириной 110 мм. Особенность таких ножей – наличие крепёжных отверстий. 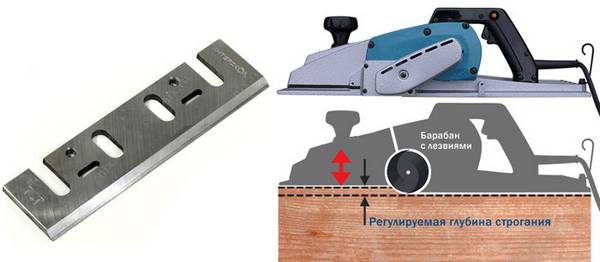 Чем длиннее нож, тем легче его заточить. Как и в предыдущем случае, важно знать материал, из которого изготовлен нож. Процесс заточки ножей для электрорубанков заключается в следующем. Вначале определяют текущее состояние режущей кромки. Если на фаске ножа отчётливо видна блестящая полоска, то такой инструмент нуждается в заточке. Её проводят под углом заточки в 300, используя шлифовальный круг с направляющим кондуктором, предварительно смоченный водой. Шлифовку можно выполнять как возвратно-поступательными, так и круговыми перемещениями ножа. В первом варианте движения должны выполняться поперёк рабочей поверхности лезвия. Охлаждение в процессе шлифовки обязательно: ножи электрорубанков работают при гораздо более высоких скоростях, а потому крайне чувствительны к уменьшению твёрдости. Именно это и произойдёт, если шлифовку вести на обычном воздухе: сталь отпускается, и её твёрдость падает.  Следует отметить, что все модели электрорубанков комплектуются специальными держателями. Закрепив в таком держателе нож, можно сравнительно удобно затачивать его и на обычном шлифовальном бруске. В процессе заточки визуально контролируют состояние поверхности лезвия: рабочая кромка должна иметь зеркальную поверхность. После окончания работ поверхность шлифовального круга или бруска следует тщательно очистить от жировых загрязнений.
|
Загрузка. Пожалуйста, подождите...








