
Угловая струбцина для сварки Швы радуют глаз
Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее. Угловая струбцина является неким универсальным фиксатором, скрепляющим обрабатываемые поверхности при сварке. Такое приспособление крепко сжимает необходимые элементы под определённым углом и тем самым делает процесс сварки и обработки материалов удобнее. Это первое по важности оборудование для любого сварщика, без которого невозможно обойтись, не причинив ущерба производительности и крайнего неудобства в работе. Струбцины могут быть разных размеров и форм. Особенно удобными считаются быстрозажимные варианты. В целом для постоянного осуществления сварочных работ профессионалы рекомендуют иметь набор струбцин разной конфигурации.
Конструкция угловой струбцины для сваркиЗачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки. Отличительными особенностями любой угловой струбцины являются:
 Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками. Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм. Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев. Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом. Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
Делаем струбцину своими рукамиБольшинство моделей имеют стандартный угол крепления в 90 градусов, но выпускаются также устройства с возможностью изменения угла. Стоимость их на рынке на порядок выше, поэтому иногда есть смысл сделать конструкцию своими руками. Струбцина углового типа довольно проста по своей конструкции и для многих будет несложно собрать её даже в домашних условиях. Оптимальным материалом при изготовлении самодельной струбцины считается железо. Для самостоятельного изготовления струбцины необходимо сделать следующее: 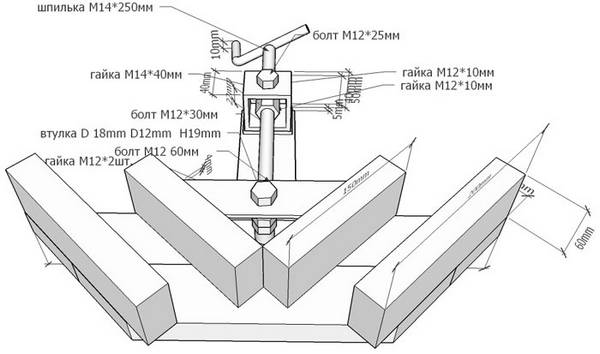 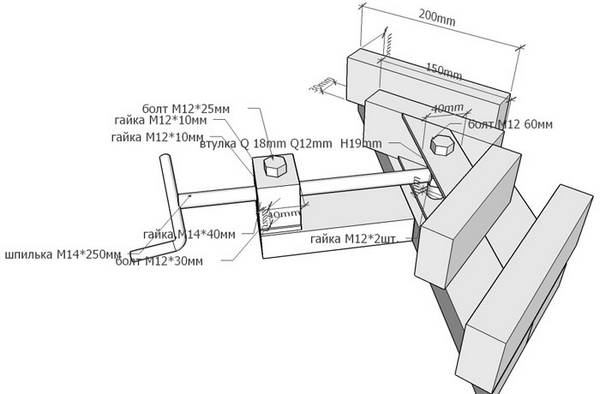 Во время эксплуатации такого стандартного варианта струбцины в виду ограничения положения устройства под прямым углом, рано или поздно может возникать вопрос об его узкой направленности в работе. Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией. Учитывая, все вышесказанное следует помнить, что для получения профессионального сварочного соединения, необходим качественный инструмент, позволяющий упрощать работу и не допускать появление не состыковок и подгонов.
|
Загрузка. Пожалуйста, подождите...








